Efficiency of drilling mud is partly determined by filtrate loss. In this article, research on suitability of African oil bean husk (AOBH), as a fluid loss control additive for oil-based drilling mud (OBM) is presented. Dry AOBH of particle sizes 63µm, 125µm and 250µm were used. Fourier Transform Infrared Spectrophotometer (FTIR) and Phenom Prox model of the Scanning Electron Microscope energy dispersive X-ray spectroscopy (SEM-EDS) were used to determine morphology and chemical properties of AOBH. OBM samples were prepared using the various sizes of AOBH as fluid-loss control additives and Grel Alphatex as industrial grade additives. Power Law Model and Herschel-Bulkley Models were used to model rheology of samples. Results show that AOBH contains mainly asphaltic compounds, is eco-friendly and biodegradable. Results from mud tests show close values in performances of AOBH and industrial grade. Filter cake thickness was 2.1mm – 2.8mm for AOBH-additives mud, but 2.3mm for industrial-additives mud. Filtrate loss was 2.0ml – 3.4ml for AOBH-additives mud, but 2.3ml for industrial-additives mud. Apparent viscosity for AOBH-additives mud was 77.5 -92.0cp, but 99.0cp for industrial–additives mud. Plastic viscosity for AOBH-additives mud was 73.0 - 81.0cp, but 87.0cp for industrial-additives mud. Yield point for AOBH-additives mud was 9.0 – 22.0, but 24.0 for industrial-additives mud. Both models show that efficiency of the mud containing AOBH in cleaning hole increased as grain size of AOBH reduced.
| Published in | American Journal of Chemical Engineering (Volume 12, Issue 3) |
| DOI | 10.11648/j.ajche.20241203.12 |
| Page(s) | 52-64 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2024. Published by Science Publishing Group |
Fluid-Loss, Control-Agent, Oil-Based-Drilling-Mud, Oil-Bean-Husk
Materials | Function |
|---|---|
De Ionized water | Continuous phase |
Barite | Weighing material |
Lime | pH enhancer |
Xanthan gum (XG) | Fluid loss control/viscosifier for OBM |
Organophilic clay | Primary viscosifier for OBM |
Soltex | Industrial fluid loss control agent for HPHT drilling |
AOBH | Locally-sourced fluid loss control additive |
CaCO3 | Soluble weighing material for OBM |
CaCl2 | Shale inhibitor for OBM |
Equipment | Function |
|---|---|
HPHT filter press machine | Filtration property at HPHT drilling condition for OBM |
Baroid Mud balance | Mud density |
Ofite HPHT Rheometer | Mud viscosity of OBM |
Marsh funnel viscosity | Quick viscosity measurement |
FTIR Spectrophotometer- FTIR 8400 S | For functional group and bond type identification |
SEM-EDS | Morphology and elemental composition of AOBH |
System | Versadril |
|---|---|
Base Oil | Diesel |
Density (S.G) | 0.86 |
Viscosity (cp at ºF) | 3.44 |
Flash point (ºF) | 150 (130min) |
Pour point (ºF) | 14 |
Analine point (ºF) | 149 (135min) |
Aromatics (normal reporting unit) | 18-30 |
Aromatics PAH (as phenanthrene) | ~3% |
Sample | Base Oil (ml) | Org. Clay (g) | Pri Emul. (g) | Barite (g) | CaOH (g) | Sec Emul. (g) | CaCO3 (g) | CaCl2 (g) | XG (g) | Fluid-loss additive (g) |
|---|---|---|---|---|---|---|---|---|---|---|
A | 350 | 30.0 | 11.0 | 18.0 | 5.0 | 8.0 | 8.0 | 3.50 | 7.50 | Nil |
B | 350 | 30.0 | 11.0 | 18.0 | 5.0 | 8.0 | 8.0 | 3.50 | 7.50 | 1.0wt% Soltex |
C | 350 | 30.0 | 11.0 | 18.0 | 5.0 | 8.0 | 8.0 | 3.50 | 7.50 | 1.0wt% 63µm AOBH |
D | 350 | 30.0 | 11.0 | 18.0 | 5.0 | 8.0 | 8.0 | 3.50 | 7.50 | 2.0wt% 63µm AOBH |
E | 350 | 30.0 | 11.0 | 18.0 | 5.0 | 8.0 | 8.0 | 3.50 | 7.50 | 1.0wt% 125µm AOBH |
F | 350 | 30.0 | 11.0 | 18.0 | 5.0 | 8.0 | 8.0 | 3.50 | 7.50 | 2.0wt% 125µm AOBH |
G | 350 | 30.0 | 11.0 | 18.0 | 5.0 | 8.0 | 8.0 | 3.50 | 7.50 | 1.0wt% 250µm AOBH |
H | 350 | 30.0 | 11.0 | 18.0 | 5.0 | 8.0 | 8.0 | 3.50 | 7.50 | 2.0wt% 250µm AOBH |
Element | Symbol | Atomic Number | Atomic Conc. (%) | Weight Conc. (%) |
|---|---|---|---|---|
Carbon | C | 6 | 96.56 | 93.96 |
Potassium | K | 19 | 1.84 | 1.73 |
Copper | Cu | 29 | 0.73 | 3.55 |
Zinc | Zn | 30 | 0.64 | 3.19 |
Sodium | Na | 11 | 1.44 | 1.77 |
Magnesium | Mg | 12 | 0.41 | 0.76 |
Silicon | Si | 14 | 0.21 | 0.45 |
Calcium | Ca | 20 | 0.06 | 0.18 |
Samples (OBMs) | A | B | C | D | E | F | G | H |
|---|---|---|---|---|---|---|---|---|
Mud Density (ppg) | 14.90 | 14.55 | 14.20 | 14.20 | 14.00 | 13.95 | 13.90 | 13.90 |
Marsh Funnel Time | 78.45 | 78.18 | 75.87 | 75.43 | 73.89 | 73.50 | 73.67 | 73.09 |
AOBH | African Oil Bean Husk |
API | American Petroleum Institute |
AV | Average Viscosity |
CMC | Carboxymethyl Cellulose |
FCT | Filter Cake Thickness |
FL | Fluid Loss |
FTIR | Fourier Transform Infrared Spectrophotometer |
HBMP | Herschel-Bulkley Model Plots |
HEC | Hydroxyethyl Cellulose |
HPHT | High Pressure, High Temperature |
MFV | Marsh Funnel Viscosity |
OBM | Oil-based Drilling Mud |
PLMP | Power Law Model Plots |
PV | Plastic Viscosity |
ROP | Rate of Penetration |
SDG | Sustainable Development Goals |
SEM-EDS | Scanning Electron Microscope Energy Dispersive X-ray Spectroscopy |
WBM | Water-Base Mud |
YP | Yield Point |
Sample | WBM FL (mL) | FCT (mm) |
|---|---|---|
A | 14.2 | 6.4 |
B | 2.3 | 2.3 |
C | 3.3 | 2.9 |
D | 2.5 | 2.6 |
E | 3.0 | 2.7 |
F | 2.6 | 2.6 |
G | 2.6 | 2.5 |
H | 2.3 | 2.3 |
Group | Molecular motion | Type of vibration | Intensity | Band (cm-1) | Area |
|---|---|---|---|---|---|
Benzene |
| bending | strong | 709.83 | 16.04 |
Anhydride |
| stretching | strong | 1018.45 | 5.404 |
primary alcohol |
| stretching | strong | 1087.89 | 2.794 |
aromatic ester |
| stretching | strong | 1373.36 | 4.09 |
carboxylic group |
| bending | medium | 1458.23 | 4.709 |
Alkene |
| stretching | strong | 1643.41 | 4.601 |
Azide |
| `stretching | strong | 2160.35 | 2.336 |
Thiol |
| stretching | weak | 2522.98 | 1.477 |
Alkane |
| stretching | medium | 2924.18 | 29.244 |
aliphatic primary amine |
| stretching | medium | 3340.82 | 29.076 |
aliphatic primary amine |
| stretching | medium | 3441.12 | 22.478 |
Alcohol |
| stretching | medium | 3780.6 | 2.892 |
Alcohol |
| stretching | medium | 3896.34 | 2.929 |
Alcohol |
| stretching | medium | 3958.06 | 1.235 |
Sample (WBMs) | A | B | C | D | E | F | G | H |
|---|---|---|---|---|---|---|---|---|
ϴ600 | 59.0 | 58.0 | 59.0 | 58.0 | 57.0 | 58.0 | 56.0 | 56.0 |
ϴ300 | 35.0 | 36.0 | 37.0 | 36.0 | 35.0 | 35.0 | 34.0 | 34.0 |
ϴ200 | 24.0 | 23.0 | 24.0 | 23.0 | 24.5 | 24.0 | 23.5 | 23.0 |
ϴ100 | 14.0 | 15.0 | 15.5 | 14.5 | 14.0 | 13.5 | 13.0 | 13.0 |
ϴ6 | 9.0 | 10.0 | 10.0 | 10.5 | 10.0 | 9.0 | 9.5 | 9.0 |
ϴ3 | 3.0 | 3.5 | 4.0 | 3.0 | 3.5 | 3.0 | 3.0 | 2.8 |
10sec Gel | 2.0 | 2.3 | 2.5 | 3.0 | 2.5 | 2.5 | 2.7 | 2.5 |
10 min Gel | 6.0 | 6.0 | 5.0 | 6.0 | 5.7 | 5.6 | 5.8 | 6.0 |
AV | 29.5 | 29.0 | 29.5 | 29.0 | 28.5 | 29.0 | 28.0 | 28.0 |
PV | 24.0 | 22.0 | 22.0 | 22.0 | 22.0 | 23.0 | 22.0 | 22.0 |
YP | 11.0 | 14.0 | 15.0 | 14.0 | 13.0 | 12.0 | 12.0 | 12.0 |
n | 0.75 | 0.69 | 0.67 | 0.69 | 0.70 | 0.73 | 0.72 | 0.72 |
K | 0.33 | 0.49 | 0.57 | 0.47 | 0.44 | 0.37 | 0.38 | 0.38 |
| [1] | Achinewhu, S. C. (1982). Composition and food potential of African Oil Bean (Pentaclethra Macrophylla) and Velvet Bean (Mucuna Uriens), J. Food Sci.., 47; 1736-1737. |
| [2] | Adebayo, T. A., Chinonyere, P., 2012a. Sawdust as a filtration control and density additives in water-based drilling mud. Int. J. Sci. Eng. Res. 3(7), 176–204. |
| [3] | Adebayo, T. A., Osiwi, A., Nwafor-Orizu, E. N., 2012b. Laboratory study effect of 1.0mm sawdust with various types of viscosifier additives on properties of oil-based mud. Int. J. Sci. Eng. Res. 3(8), 156–198. |
| [4] | Afia, K. (2020). A Review of Pentaclethra macrophylla (African Oil Bean) Seed. International Digital Organization for Scientific Research ISSN: 2579-0781 Idosr Journal of Experimental Sciences 5(1), 1-7. |
| [5] | Agwu, O. E., Akpabio, J. U., 2018. Using agro-waste materials as possible filter loss control agents in drilling muds. J. Petrol. Sci. Eng. 163, 185–198. |
| [6] | Ahmed, W. A and Ekreem, K. (2019). Drilling Fluid Types, Formulation Choice and Environmental Impact International Journey of Latest Technology in Engineering Management & Applied Science (IJLTEMAS), Vol. 8, Issue 12, December, 2019| ISSN 2278–2540. Page 66. |
| [7] | Akinwumi, E. A. (2015). Beneficiation of Nigeria Local Clay to Meet API Standard Specification for Drilling Fluid Formulation. (A Case Study of Abbi Clay Deposit, Delta State), International Journal of Engineering Sciences & Management, vol. 5, No. 3, pp 15–28. |
| [8] | Al-Hameedi, A. T. T., H. H. Alkinani, S. Dunn-Norman, M. A. Al-Alwani, A. F. Alshammari, H. W. Albazzaz, M. M. Alkhamis, N. F. Alashwak, and R. A. Mutar. 2019. Insights into the application of new eco-friendly drilling fluid additive to improve the fluid properties in water-based drilling fluid systems. Journal of Petroleum Science and Engineering 183: 106424. |
| [9] | Al-Hameedi, A. T. T., H. H. Alkinani, S. Dunn-Norman, M. M. Alkhamis, and J. D. Feliz. 2020. Full-set measurements dataset for a water-based drilling fluid utilizing biodegradable environmentally friendly drilling fluid additives generated from waste. Data in Brief 28: 104945. |
| [10] | Amanullah, M. D. and Long, Y. (1997). Superior Corn-based Starches for Oil Field Application. CSIRO Petroleum, Australian Resources Research Centre, PO Box 1130, Bentley, WA 6102, Australia. |
| [11] | American Petroleum Institute, 2006. Specification for Drilling-Fluid Materials, Includes Errata (2006) American Petroleum Institute, Seventeenth Edition. (01-Nov-2006, 76 pages, API 13A). |
| [12] | Anawe-Paul, A. I., Efeovbokhan, V. E., Adebayo, T. A., Nwaogwugwu, M. M., 2014. The effect of rice husk and sawdust on the properties of oil-based mud at varied temperatures. J. Energy Technol. 4(2), 267–309. |
| [13] | Andaverde, J. A., J. A. Wong-Loya, Y. Vargas-Tabares, and M. Robles. (2019): A Practical Method for Determining the Rheology of Drilling Fluid. Journal of Petroleum Science and Engineering, 180: 150–8. |
| [14] | Andersen, C. D., Lin, Y. Y., and Liang, J. T. (2019). Polyelectrolyte-Complex Nanoparticles for Fluid-Loss Control in Oilwell Cementing. SPE Drilling & Completion, 34(02), 103-113. |
| [15] | Anietie Okon, N., Francis D. Udoh, and Perpetua G. Bassey. "Evaluation of rice husk as fluid loss control additive in water-based drilling mud." In SPE Nigeria Annual International Conference and Exhibition. Society of Petroleum Engineers, 2014. |
| [16] | API (2001). Specification for Oil Well Drilling Production. Vol. 5(1), pp 86–93. |
| [17] | API, 2005. Recommended Practice for Field Testing of Oil-Based Drilling Fluids, fourth ed., 13B-2 Recommended practice, (March). |
| [18] | ASME, 2005. Drilling fluid processing handbook. In: Gulf Professional Publishing. Elsevier. ISBN 0-7506-7775-9. |
| [19] | Azi, F., Njoku, H. A., David, E. I., Odo, M. O., Nwobasi, V. N., Tu, C., & Dong, M. (2019). Effect of processing aid on the chemical composition and metagenomics of fermented African oil bean seed (Pentaclethra macrophylla, Benth). LWT, 111, 429-435. |
| [20] | Bageri, B. S., Adebayo, A. R., Al Jaberi, J., & Patil, S. (2020). Effect of perlite particles on the filtration properties of high-density barite weighted water-based drilling fluid. Powder Technology, 360, 1157-1166. |
| [21] | Bayat, A. E., Moghanloo, P. J., Piroozian, A., and Rafati, R. (2018). Experimental investigation of rheological and filtration properties of water-based drilling fluids in presence of various nanoparticles. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 555, 256-263. |
| [22] | Boek, E. S., Hall, C. and Tardy, P. M. J. (2012). Deep Bed Filtration Modelling of Formation Damage due to Particulate Invasion for Drilling Fluids Transport in Porous Media, Vol. 91, No. 2, pp 479–508. |
| [23] | Cobianco S., M. Bartosek, A. Lezzi, and A. Guarneri. Spe-57581-ms. page 7, 1999. |
| [24] | Donatus, E. O., and Aluwuo, C, J. (2008). Studies on the phytochemical composition and fermentation of the seeds of African oil tree (Pentaclerhamacrophylla benth). International journal of chemical sciences 6(2) 773-788. |
| [25] | Erna Sánchez, Annie Audibert-Hayet, and Lionel Rousseau. Influence of drill-in fluids composition on formation damage. SPE Journal, 9(04): 403–410, 2004. ISSN 1086-055X. |
| [26] | Hamida T., Kuru E., and Pickard M. Filtration loss characteristics of aqueous waxy hull-less barley (WHB) solutions. Journal of Petroleum Science and Engineering 72(2010) 33–41. |
| [27] | Ifeanyi, E. O., Ikpeseni, S. C., Ogbue, M. C., Ekpu, M. and Edomwonyi-Out, L. C. (2023). Preliminary investigation of African Oil Bean Husk as a Feasible Fluid-Loss Control Agent in Drilling Muds. NIPES Journal of Science and Technology Research. Vol. 5(1). pp 218-229. |
| [28] | Igwilo, K. C., Uwaezuoke, N., Okoro, E. E., Nwachukwu, V. C., & Okoli, N. (2021). Evaluation of Pleurotus as Fluid Loss Control Agent in Synthetic Base Mud for Oil and Gas Drilling Operations. In International Journal of Engineering Research in Africa (Vol. 52, pp. 30-39). Trans Tech Publications Ltd. |
| [29] | Katende, A., Boyou, N. V., Ismail, I., Chung, D. Z., Sagala, F., Hussein, N., & Ismail, M. S. (2019). Improving the performance of oil based mud and water based mud in a high temperature hole using nanosilica nanoparticles. Colloids and surfaces A: physicochemical and engineering aspects, 577, 645-673. |
| [30] | Khodja M., Debih H., Lebtahi H., Amish M. B. New HTHP fluid loss control agent for oil-based drilling fluid from pharmaceutical waste. Cleaner Engineering and Technology 8(2022) 100476. |
| [31] | Khodja, M., Khodju–Saber, M., Canselier, J. P., Cohant, N. and Bergaya, R. (2010). Drilling Fluid Technology Performance and Environmental Considerations, Product and Services from R&D to Final Solutions, pp 227–232. Available at |
| [32] | Li, X., G. Jiang, Y. He, and G. Chen. 2021. Novel starch composite fluid loss additives and their applications in environmentally friendly water-based drilling fluids. Energy & Fuels 35(3): 2506–13. |
| [33] | Murtaza, M., Ahmad, H. M., Kamal, M. S., Hussain, S. M. S., Mahmoud, M., and Patil, S. (2020). Evaluation of clay hydration and swelling inhibition using quaternary ammonium dicationic surfactant with phenyl linker. Molecules, 25(18), 4333. |
| [34] | Nascimento, D. R., Oliveira, B. R., Saide, V. G. P., Magalhães, S. C., Scheid, C. M. and Calçada, L. (2019). Effects of particle-size distribution and solid additives in the apparent viscosity of drilling fluids. Journal of Petroleum Science and Engineering, (2019), 106275. |
| [35] | Nwanekezie, M. N., and Ogbeide, S. E. (2017). Formulation of Oil-Based Drilling Fluids (Muds) From Plant Seed Oil (GmelinaArborea Seed Oil). Chemical and Process Engineering Research, 50, 35-46. |
| [36] | Nwosu, O. U and Ewulono, C. M. (2014). Rheological Behaviour of Eco-friendly Drilling Fluids from Biopolymers, science and Education Publishing, Vol. 6, No. 4, pp. 12–17. |
| [37] | Obot, J. U., Oboh, I. O. and Ezekiel, E. E. (2016). Laboratory Manual for Three Hundred Level. Petroleum Engineering Programme, University of Uyo. |
| [38] | Ouaer, H., and M. Gareche. 2018. The rheological behaviour of a water-soluble polymer (HEC) used in drilling fluids. Journal of the Brazilian Society of Mechanical Sciences and Engineering 40(8): 1–8. |
| [39] | Paswan, B. K., and V. Mahto. 2020. Development of environmentally friendly oil-in-water emulsion based drilling fluid for shale gas formation using sunflower oil. Journal of Petroleum Science and Engineering 191: 107129. |
| [40] | Patidar, A. K., Sharma, A., and Joshi, D. (2020). Formulation of cellulose using groundnut husk as an environment-friendly fluid loss retarder additive and rheological modifier comparable to PAC for WBM. Journal of Petroleum Exploration and Production Technology, 10(8), 3449-3466. |
| [41] | Shah, S. N., Shanker, N. H., and Ogugbue, C. C. (2010). Future Challenges of Drilling Fluids and their Rheological Measurements; AADE Fluids Conference and Exhibition, Houston, Texas, 5–7 April, 2010. |
| [42] | Sulaimon, A. A., Adeyemi, B. J., and Rahimi, M. (2017). Performance enhancement of selected vegetable oil as base fluid for drilling HPHT formation. Journal of Petroleum Science and Engineering, 152, 49-59. |
| [43] | Zausa, F., Pellicciotta, L., Spelta, A., Bruni, V., Baio, F., Medea, A., and Rossi, N. (2018). Multi Source Data Analysis To Improve Drilling Efficiency, Reduce Costs and Enhance Performance Monitoring. In Abu Dhabi International Petroleum Exhibition & Conference. OnePetro. |
APA Style
Ikpeseni, S. C., Ogbue, M. C., Okoh, I. E., Ekpu, M., Edomwonyi-Otu, L. C. (2024). Empirical Assessment of African Oil Bean Husk as a Fluid-Loss Control Agent in Oil-Based Drilling Mud. American Journal of Chemical Engineering, 12(3), 52-64. https://doi.org/10.11648/j.ajche.20241203.12
ACS Style
Ikpeseni, S. C.; Ogbue, M. C.; Okoh, I. E.; Ekpu, M.; Edomwonyi-Otu, L. C. Empirical Assessment of African Oil Bean Husk as a Fluid-Loss Control Agent in Oil-Based Drilling Mud. Am. J. Chem. Eng. 2024, 12(3), 52-64. doi: 10.11648/j.ajche.20241203.12
AMA Style
Ikpeseni SC, Ogbue MC, Okoh IE, Ekpu M, Edomwonyi-Otu LC. Empirical Assessment of African Oil Bean Husk as a Fluid-Loss Control Agent in Oil-Based Drilling Mud. Am J Chem Eng. 2024;12(3):52-64. doi: 10.11648/j.ajche.20241203.12
@article{10.11648/j.ajche.20241203.12,
author = {Sunday Chukwuyem Ikpeseni and Michael Chukwunweike Ogbue and Ifeanyi Eddy Okoh and Mathias Ekpu and Lawrence Chukwuka Edomwonyi-Otu},
title = {Empirical Assessment of African Oil Bean Husk as a Fluid-Loss Control Agent in Oil-Based Drilling Mud
},
journal = {American Journal of Chemical Engineering},
volume = {12},
number = {3},
pages = {52-64},
doi = {10.11648/j.ajche.20241203.12},
url = {https://doi.org/10.11648/j.ajche.20241203.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajche.20241203.12},
abstract = {Efficiency of drilling mud is partly determined by filtrate loss. In this article, research on suitability of African oil bean husk (AOBH), as a fluid loss control additive for oil-based drilling mud (OBM) is presented. Dry AOBH of particle sizes 63µm, 125µm and 250µm were used. Fourier Transform Infrared Spectrophotometer (FTIR) and Phenom Prox model of the Scanning Electron Microscope energy dispersive X-ray spectroscopy (SEM-EDS) were used to determine morphology and chemical properties of AOBH. OBM samples were prepared using the various sizes of AOBH as fluid-loss control additives and Grel Alphatex as industrial grade additives. Power Law Model and Herschel-Bulkley Models were used to model rheology of samples. Results show that AOBH contains mainly asphaltic compounds, is eco-friendly and biodegradable. Results from mud tests show close values in performances of AOBH and industrial grade. Filter cake thickness was 2.1mm – 2.8mm for AOBH-additives mud, but 2.3mm for industrial-additives mud. Filtrate loss was 2.0ml – 3.4ml for AOBH-additives mud, but 2.3ml for industrial-additives mud. Apparent viscosity for AOBH-additives mud was 77.5 -92.0cp, but 99.0cp for industrial–additives mud. Plastic viscosity for AOBH-additives mud was 73.0 - 81.0cp, but 87.0cp for industrial-additives mud. Yield point for AOBH-additives mud was 9.0 – 22.0, but 24.0 for industrial-additives mud. Both models show that efficiency of the mud containing AOBH in cleaning hole increased as grain size of AOBH reduced.
},
year = {2024}
}
TY - JOUR T1 - Empirical Assessment of African Oil Bean Husk as a Fluid-Loss Control Agent in Oil-Based Drilling Mud AU - Sunday Chukwuyem Ikpeseni AU - Michael Chukwunweike Ogbue AU - Ifeanyi Eddy Okoh AU - Mathias Ekpu AU - Lawrence Chukwuka Edomwonyi-Otu Y1 - 2024/06/03 PY - 2024 N1 - https://doi.org/10.11648/j.ajche.20241203.12 DO - 10.11648/j.ajche.20241203.12 T2 - American Journal of Chemical Engineering JF - American Journal of Chemical Engineering JO - American Journal of Chemical Engineering SP - 52 EP - 64 PB - Science Publishing Group SN - 2330-8613 UR - https://doi.org/10.11648/j.ajche.20241203.12 AB - Efficiency of drilling mud is partly determined by filtrate loss. In this article, research on suitability of African oil bean husk (AOBH), as a fluid loss control additive for oil-based drilling mud (OBM) is presented. Dry AOBH of particle sizes 63µm, 125µm and 250µm were used. Fourier Transform Infrared Spectrophotometer (FTIR) and Phenom Prox model of the Scanning Electron Microscope energy dispersive X-ray spectroscopy (SEM-EDS) were used to determine morphology and chemical properties of AOBH. OBM samples were prepared using the various sizes of AOBH as fluid-loss control additives and Grel Alphatex as industrial grade additives. Power Law Model and Herschel-Bulkley Models were used to model rheology of samples. Results show that AOBH contains mainly asphaltic compounds, is eco-friendly and biodegradable. Results from mud tests show close values in performances of AOBH and industrial grade. Filter cake thickness was 2.1mm – 2.8mm for AOBH-additives mud, but 2.3mm for industrial-additives mud. Filtrate loss was 2.0ml – 3.4ml for AOBH-additives mud, but 2.3ml for industrial-additives mud. Apparent viscosity for AOBH-additives mud was 77.5 -92.0cp, but 99.0cp for industrial–additives mud. Plastic viscosity for AOBH-additives mud was 73.0 - 81.0cp, but 87.0cp for industrial-additives mud. Yield point for AOBH-additives mud was 9.0 – 22.0, but 24.0 for industrial-additives mud. Both models show that efficiency of the mud containing AOBH in cleaning hole increased as grain size of AOBH reduced. VL - 12 IS - 3 ER -
Department of Mechanical Engineering, Delta State University Oleh Campus, Abraka, Nigeria
Department of Petroleum Engineering, Delta State University Oleh Campus, Abraka, Nigeria
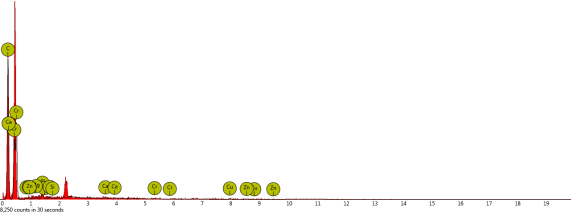
Figure 1. Energy dispersive X-ray spectroscopy (SEM-EDS) of AOBH.
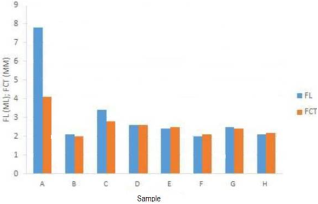
Figure 2. Filtration property of OBM: filter cake thickness (FCT) and fluid loss (FL).
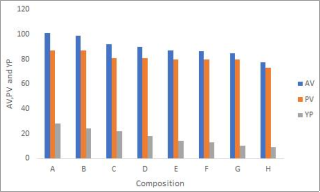
Figure 3. Average Viscosity, Plastic Viscosity and Yield Point of OBM Samples.
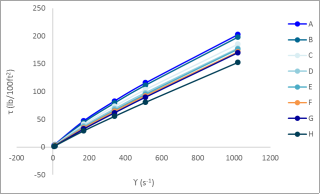
Figure 4. Power Law model plot OBM samples.
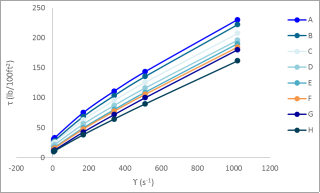
Figure 5. Herschel-Bulkley Model Plot for OBMs.
Information

